|
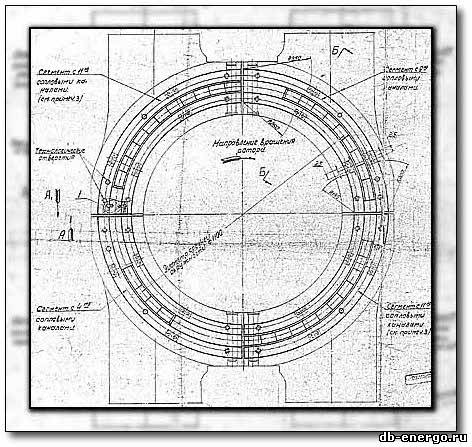
Сопловой аппарат ЦВД паровой турбины К-500-240-2 ХТГЗ - сборочный чертеж Б-821-61сб. Сопловой аппарат ЦВД состоит из четырех сегментов, установленных в кольцевых пазах четырех сопловых коробок попарно в верхней и нижней половинах внутреннего корпуса.
Каждый сегмент представляет собой сварную конструкцию, состоящую из трех деталей: двух частей корпуса соплового аппарата (тела и обода) из легированной стали 15Х1А11Ф и сегмента сопл, приваренного к телу и ободу кольцевыми швами.
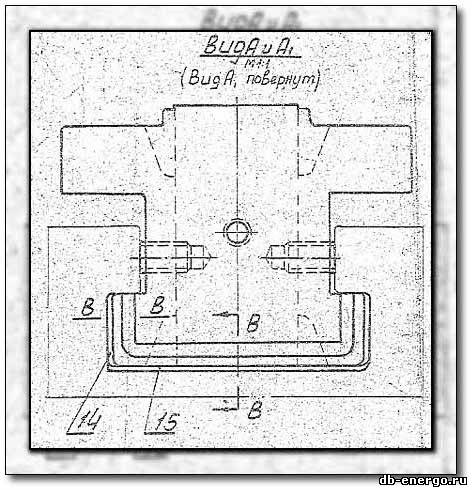
Сопловой сегмент, в свою очередь, сварен из двух бандажных лент, просеченных профильной просечкой в виде профиля направляющей (сопловой) лопатки для установки широких направляющих лопаток с постоянным профилем по высоте.
Сварка сегментов соплового аппарата выполняется с подогревом, после сварки сопловые сегменты проходят термическую обработку для снятия внутренних напряжений. После термообработки сопловой аппарат проходит окончательную механическую обработку, в процессе которой тщательно контролируются размеры горловых сечений сопловых каналов, шаги лопаток и площадь сопловых каналов.
Фиксация сегментов соплового аппарата в сопловой коробке осуществляется при помощи цилиндрических штифтов, расположенных у вертикальной оси турбины, что обеспечивает тангенциальное их расширение в пазах сопловой коробки в направлении горизон тального разъема.
Радиальная центровка соплового аппарата осуществляется за счет винтов.
Уплотнение торцевых щелей между сегментами сопл и сопловыми коробками производится с помощью унлотнительных пластин с последующей расчеканкой сегмента сопл.
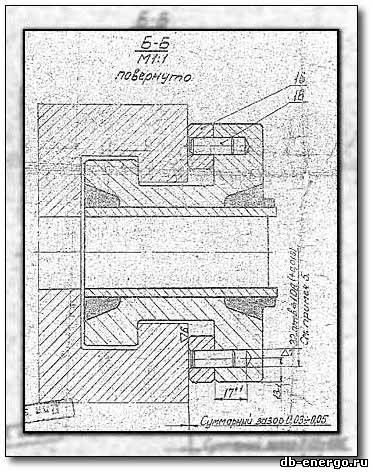
На турбинах первых выпусков принудительное прижатие соплового аппарата к опорным поверхностям осуществлялось при помощи специальных отжимных винтов, которые стопорились чеканкой от отворачиваиия.
Однако в процессе эксплуатации имели место отворачивание и попадание их в проточную часть, что приводило к повреждению лопаток. Впоследствии вместо винтов установлены планки на цилиндрических штифтах в зазор между сопловым аппаратом и сопловой коробкой со стороны, противоположной стороне прилегания. Планки пригоняются с суммарным аксиальным зазором 0,03—0,05 мм.
| 
