|
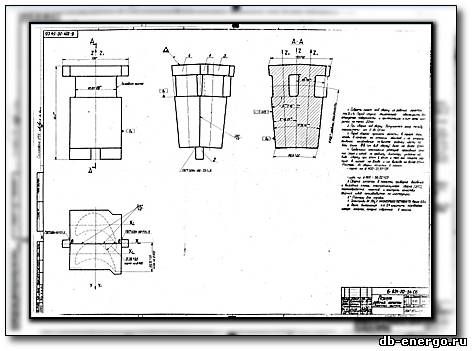
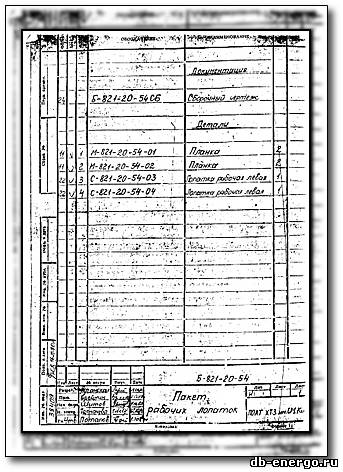
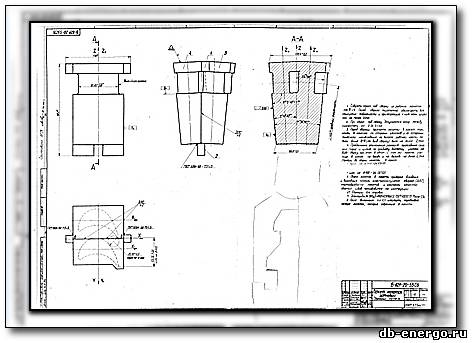
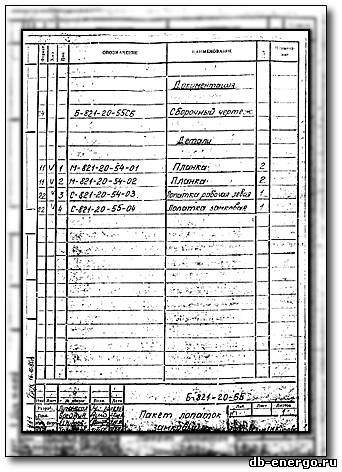
Сборочный чертеж Пакет лопаток ЦВД турбины К-500-240-2 ХТГЗ. Архив из четырёх чертежей: Б-821-20-52СБ; Б-821-20-53СБ; Б-821-20-54СБ; Б-821-20-55СБ. Скриншоты далее по тексту.
Рабочие лопатки в паровой турбине работают в сложных условиях. На них воздействуют центробежные силы, силы давления пара и динамические усилия. В ступенях высокого и среднего давления лопатки работают в условиях высоких температур. В ступенях низкого давления лопатки подвержены действию влажного пара, способствующего эрозии лопаток. Капельки воды, образующиеся при расширении пара, ударяясь о рабочую лопатку, вызывают поверхностное разрушение металла входной кромки. Эрозия наблюдается на верхней части входной кромки, куда под действием центробежных сил отбрасывается влага. Эрозионный износ лопаток представляет сложный процесс, зависящий от окружной и абсолютной скоростей пара, диаметра капель, влажности пара, угла входа на рабочую лопатку, аксиального зазора между направляющими и рабочими лопатками и других факторов. Причиной эрозии являются усталостные поражения поверхностного слоя входной кромки.
Неравномерность парового потока по окружности проточной части приводит к периодическому возникновению в турбине возмущающих сил. Практика эксплуатации турбин показывает, что причиной поломок рабочих лопаток в большинстве случаев является вибрация лопаток, вызванная этими силами. Вибрация лопаток с максимальной амплитудой соответствует совпадению частоты возмущающей силы с частотой собственных колебаний, т. е. резонансу. Поэтому при проектировании расчетным путем определяются собственные частоты различных форм колебаний как отдельных, так и связанных в пакеты рабочих лопаток, чтобы избежать резонансов с возмущающими силами.
Следует иметь в виду, что при проектировании, изготовлении и отладке лопаточного аппарата турбин нельзя ограничиваться одними только расчетами, так как расчетные схемы не во всех случаях полностью отражают действительную упругую колебательную систему. Кроме того, при расчете не всегда можно правильно учесть условия крепления лопаток на диске и жесткость крепления связей к лопаткам. Поэтому наряду с расчетами проводят экспериментальные исследования по определению спектра частот и относительных напряжений на опытных лопатках, пакетах и облопаченных дисках как в статике, так и при вращении иа специальных стендах.
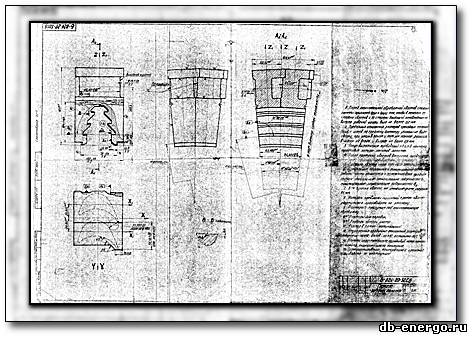
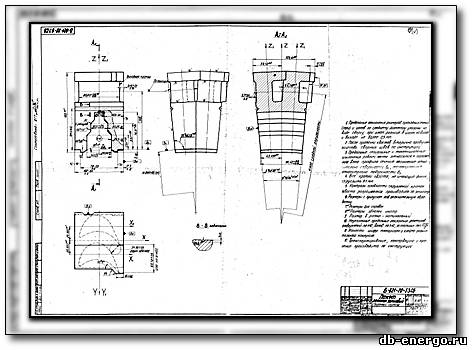
Для крепления рабочих лопаток на ободах откованных заодно с ротором дисков имеются грибовидного типа пазы: трехопорные для лопаток первой ступени, двухопорные для лопаток остальных ступеней. Для заводки лопаток при их наборе на дисках выполнены специальные вырезы в профильной части обода. В эти вырезы устанавливаются замковые лопатки, которые крепятся к диску и к соседним предзамковым лопаткам с помощью цилиндрических штифтов. Вырезы делаются больше шага лопатки по хвосту на 1—1,5 мм, чтобы лопатки не задевали за грибок при сборке.
Рабочие лопатки первой — третьей ступеней изготавливаются из нержавеющей жаропрочной стали марки 15Х12ВНМФШ, рабочие лопатки остальных ступеней — из нержавеющей стали марки 12Х13Ш.
Все рабочие лопатки ротора цельно-фрезерованные и имеют постоянный профиль по высоте. Хвостовые части лопаток имеют грибовидные пазы: лопатка первой ступени — трехопорная, лопатки остальных ступеней — двухопорные. Буртики в нижней части препятствуют раскрытию хвостовой части лопатки.
Поверхности хвостовых частей лопаток, расположенные в плоскостях дисков, и бандажи имеют припуски для обточки после сборки лопаток с дисками. При точении хвостовых частей лопаток и бандажей со стороны входных кромок лопаток выполняются кольцевые выступы осевых уплотнений ступеней.
Последними на диски ротора устанавливаются замковые лопатки. Крепление замковых лопаток одинаково для всех ступеней ротора и выполнено по принципу распределения усилия замковой лопатки на две предзамковые.
Замковые лопатки со второй по десятую ступени, насаженные на диски, прошиваются на стыке с соседними предзамковыми лопатками двумя штифтами диаметром 8 мм, которые воспринимают усилия и передают их на грибки дисков через предзамковые лопатки.
Замковая лопатка первой ступени крепится двумя штифтами диаметром 16 мм. Но в этом случае штифты прошивают не только тела предзамковых лопаток, а проходят через гребень диска. Таким образом, усилие замковой лопатки воспринимается гребнем диска.
Накладные бандажи всех ступеней располагаются так, чтобы замковые лопатки находились в середине пакета. После окончательной обточки ротора штифты крепления замковых лопаток зачеканиваются от выпадания. Материал накладных бандажей и штифтов — сталь 1Х12ВНМФ.
Для равномерного поджатия лопаток к опорным поверхностям грибков ротора производится чеканка дисков под хвостовыми частями лопаток. Чеканка выполняется бойком с радиусом наконечника 4 мм. Боек располагают на расстоянии 4 мм от внешнего стыка лопаток с ротором. Гяубина лунки при чеканке 0,1—0,2 мм. Чеканка считается оконченной, если между диском и лопаткой посередине хвостовой части зазора нет. Под замковыми лопатками чеканка не производится, чтобы дополнительно не нагружать штифты.
| 
